
 EN
ENKaixin, isang high-tech na enterprise na dalubhasa sa R&D, produksyon at pagbebenta ng polymer pipeline valves.
Sa kasalukuyan, maraming mga engineering plastic ang matagumpay na nailapat sa mga mekanikal na bahagi at nakamit ang magagandang resulta. Gayunpaman, ang kahirapan sa paghuhulma ng iniksyon ng mga plastik na engineering ay medyo malaki, lalo na ang pag-foul ng amag ay madaling mangyari. Ano ang sanhi ng fouling ng amag pagkatapos ng paghuhulma ng iniksyon ng mga plastik na engineering, at paano ito lutasin?

1. Pagbuo ng sukat ng amag
Ang die fouling ay tumutukoy sa isang phenomenon kung saan ang mga attachment ay idineposito sa ibabaw ng amag (tingnan ang figure sa ibaba). Nangyayari ang fouling ng amag sa panahon ng paghuhulma ng iniksyon ng halos lahat ng thermoplastics. Kapag ang mga kinakailangan sa pagganap ng panghuling produkto ay dapat ihalo sa mga kaugnay na additives (tulad ng mga modifier, fire retardant, atbp.), ang mga additives na ito ay malamang na manatili sa ibabaw ng molde cavity sa panahon ng proseso ng paghuhulma, na humahantong sa pagbuo ng mold scale.
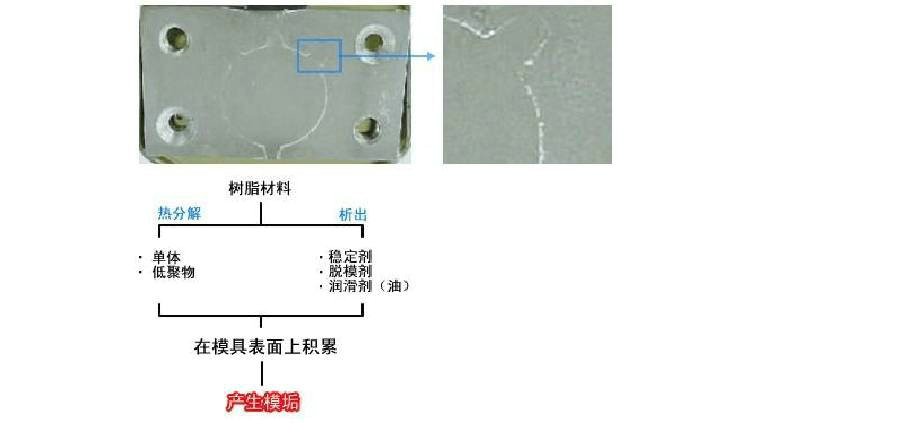
Mayroong iba pang mga dahilan para sa pagbuo ng sukat ng amag. Ang pinakakaraniwang dahilan ay ang mga sumusunod:
▶Ang mga produkto ng thermal decomposition ng mga hilaw na materyales;
▶ Sobrang lakas ng paggugupit ng daloy ng pagkatunaw sa panahon ng paghuhulma ng iniksyon;
▶Hindi angkop na tambutso;
Ang pag-foul ng amag na dulot ng nabanggit ay kadalasang kumbinasyon ng iba't ibang salik, at napakahirap malaman kung ano ang sanhi ng pag-foul ng amag at kung paano ito maiiwasan, at ang pag-foul ng amag ay mabubuo lamang pagkatapos ng ilang araw.
2. Mga uri ng sukat ng amag
1) Ang iba't ibang mga additives ay gumagawa ng mga tiyak na uri ng mga deposito ng amag. Ang fire retardant ay magre-react sa mataas na temperatura upang bumuo ng agnas at posibleng makagawa ng mga produktong sukat ng amag. Sa ilalim ng impluwensya ng labis na mataas na temperatura o matinding puwersa ng paggugupit, ang anti-impact na ahente ay hihiwalay sa polimer at mananatili sa ibabaw ng lukab ng amag upang bumuo ng sukat ng amag.
2) Ang pigment sa thermoplastic engineering plastic ay natutunaw sa mataas na temperatura, na magbabawas sa thermal stability ng molding material, na nagreresulta sa kumbinasyon ng degraded polymer at decomposed pigment upang bumuo ng mold scale.
3) Partikular na maiinit na bahagi sa molde (tulad ng mold core), modifier/stabilizer at iba pang additives ay maaaring dumikit sa ibabaw at maging sanhi ng fouling ng amag. Sa kasong ito, ang mga hakbang ay dapat gawin upang makamit ang mas mahusay na kontrol sa temperatura ng amag o gumamit ng mga espesyal na stabilizer.
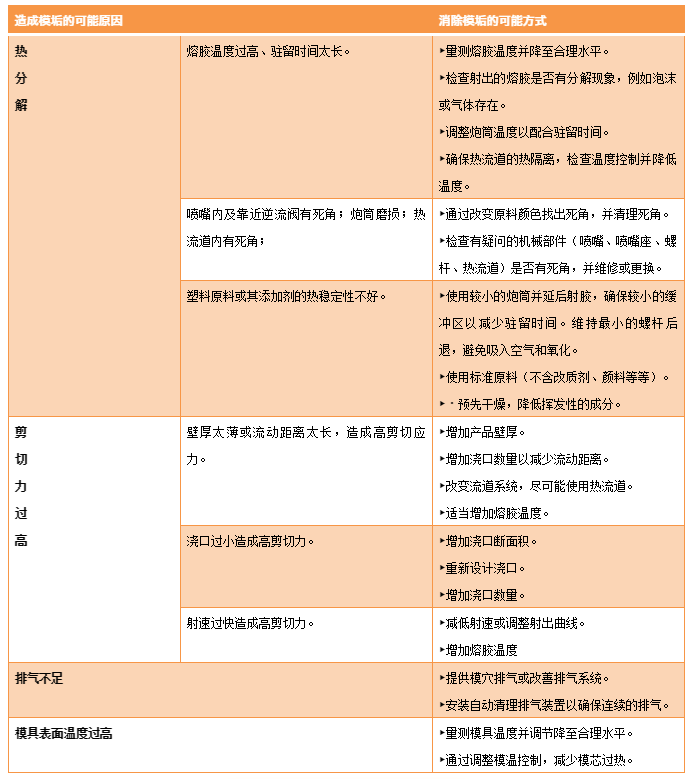
Inililista ng sumusunod na talahanayan ang mga posibleng sanhi ng fouling ng amag at mga hakbang sa pag-iwas:
Tatlo, ang biglaang paglitaw ng amag fouling countermeasures
Kung biglang naganap ang fouling ng amag, maaaring ito ay dahil sa mga pagbabago sa mga kondisyon ng paghubog, o dahil sa pagpapalit ng iba't ibang batch ng mga materyales sa paghubog. Ang mga sumusunod na mungkahi ay maaaring makatulong na mapabuti ang fouling ng amag.
Una, sukatin ang temperatura ng natutunaw at biswal na suriin kung ang natutunaw ay nabulok (tulad ng mga nasunog na particle). Kasabay nito, suriin kung ang mga materyales sa paghubog ay kontaminado ng mga dayuhang sangkap at kung ang parehong mga materyales sa paglilinis ay ginagamit. Suriin ang kondisyon ng tambutso ng amag.
Muli, suriin ang operating machine: gumamit ng dye-colored molding materials (maliban sa itim), patayin ang injection molding machine pagkatapos ng humigit-kumulang 20 minuto, tanggalin ang nozzle at connector, kung maaari, tanggalin ito gamit ang turnilyo, suriin kung ang hilaw na materyal ay may mga nasunog na particle, at magpatuloy sa hilaw na materyal Paghahambing ng kulay, mabilis na malaman ang pinagmulan ng fouling ng amag.
Ang mga nakakagulat na sanhi ng mga depekto sa fouling ng amag ay natagpuan sa maraming kaso. Ang teknolohiyang ito ay pinakaangkop para sa mas maliliit na injection molding machine, na may maximum na diameter ng screw na 40mm. Ang pag-aalis ng fouling ng amag ay malinaw ding nagpapabuti sa kalidad ng mga bahagi kapag naghuhulma ng iba pang mga hilaw na materyales. Ang mga countermeasure sa itaas ay angkop din para sa paghubog gamit ang mga hot runner system.
Ang fouling ng amag ay humahantong sa mga depekto sa hitsura ng mga bahagi na hinulma ng iniksyon, lalo na ang mga bahagi na may pagguho sa ibabaw, na maaaring ayusin sa pamamagitan ng sandblasting gamit ang mga sandblasting machine.

Apat, pagpapanatili ng amag
Kapag hindi maalis ang fouling ng amag sa pamamagitan ng paggamit ng lahat ng mga hakbang sa itaas, dapat palakasin ang pagpapanatili at pagpapanatili ng amag.
Ang mga deposito ng amag sa ibabaw ng amag ay mas madaling alisin sa paunang yugto, kaya ang mga lukab ng amag at mga tambutso ay dapat na malinis at regular na mapanatili (halimbawa, pagkatapos ng bawat batch ng produksyon ng paghuhulma). Kung ang amag ay hindi pinananatili at pinananatili sa mahabang panahon, ito ay napakahirap at matagal na alisin ang sukat ng amag pagkatapos na ang amag ay bumuo ng isang makapal na layer.
Ang mga spray na ginagamit para sa pagpapanatili at pagpapanatili ng mga injection molds ay higit sa lahat ay kinabibilangan ng: release agent, anti-rust agent, thimble oil, pantanggal ng mantsa ng pandikit, mold cleaning agent, atbp.
Ang kemikal na komposisyon ng sukat ng amag ay napakasalimuot, at ang mga bagong pamamaraan ay dapat gamitin at subukang alisin ito, tulad ng mga pangkalahatang solvents at iba't ibang mga espesyal na solvents, mga spray ng oven, at caffeinated lemonade. Ang isa pang kakaibang paraan ay ang paggamit ng goma para sa paglilinis ng mga track ng modelo.

5. Mga mungkahi upang maiwasan ang pag-foul ng amag
Kapag gumagamit ng hot runner molding at heat-sensitive na hilaw na materyales, ang oras ng pagtunaw ng paninirahan ay magiging mas mahaba, at sa gayon ay tumataas ang panganib ng mga hilaw na materyales na nabubulok at bumubuo ng sukat ng amag. Linisin ang turnilyo ng injection molding machine.
Ang mas malalaking runner at gate ay ginagamit kapag bumubuo ng shear-sensitive na materyales. Maaaring bawasan ng mga multi-point gate ang distansya ng daloy, babaan ang bilis ng pag-iniksyon, at bawasan ang panganib ng pag-foul ng amag.
Ang mahusay na tambutso ng amag ay maaaring mabawasan ang posibilidad ng fouling ng amag. Itakda ang angkop na tambutso ng amag sa yugto ng disenyo ng amag. Ang isang awtomatikong sistema ng tambutso o isang paraan ng tambutso na madaling mag-alis ng mga deposito ng amag ay ang pinakamahusay na pagpipilian. Ang pagpapabuti ng sistema ng tambutso ay kadalasang nagreresulta sa pagbawas ng mga deposito ng amag sa amag.
Takpan ang ibabaw ng lukab ng amag ng isang espesyal na non-stick coating upang maiwasan ang pagbuo ng mga deposito ng amag. Ang mga pagsubok ay dapat isagawa upang suriin ang epekto ng patong.
Ang paggamot sa titan nitride sa panloob na ibabaw ng amag ay maaaring maiwasan ang pagbuo ng sukat ng amag sa amag.
Ang artikulong ito ay nagmula sa Internet, para lamang sa pag-aaral at komunikasyon, walang komersyal na layunin.















 Punong-tanggapan: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang Province, P.R. China
Punong-tanggapan: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang Province, P.R. China
 +86-18067123177
+86-18067123177